
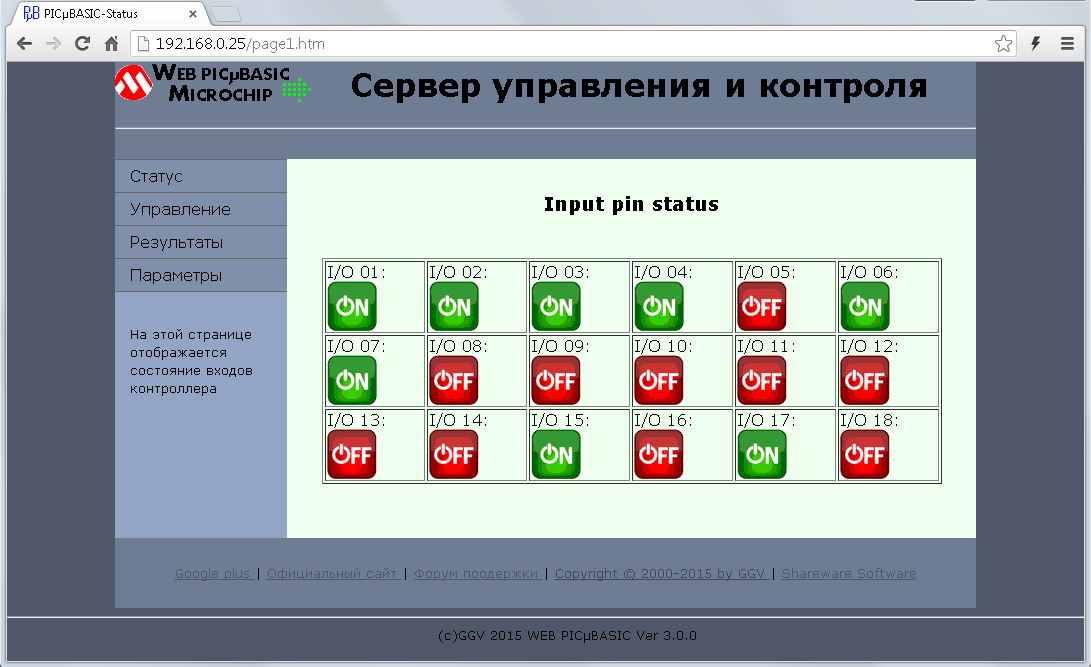
 WEB PICµBASIC LOGIC CONTROLLER
WEB PICµBASIC LOGIC CONTROLLER  USB PICµBASIC Mid Hardware
USB PICµBASIC Mid Hardware 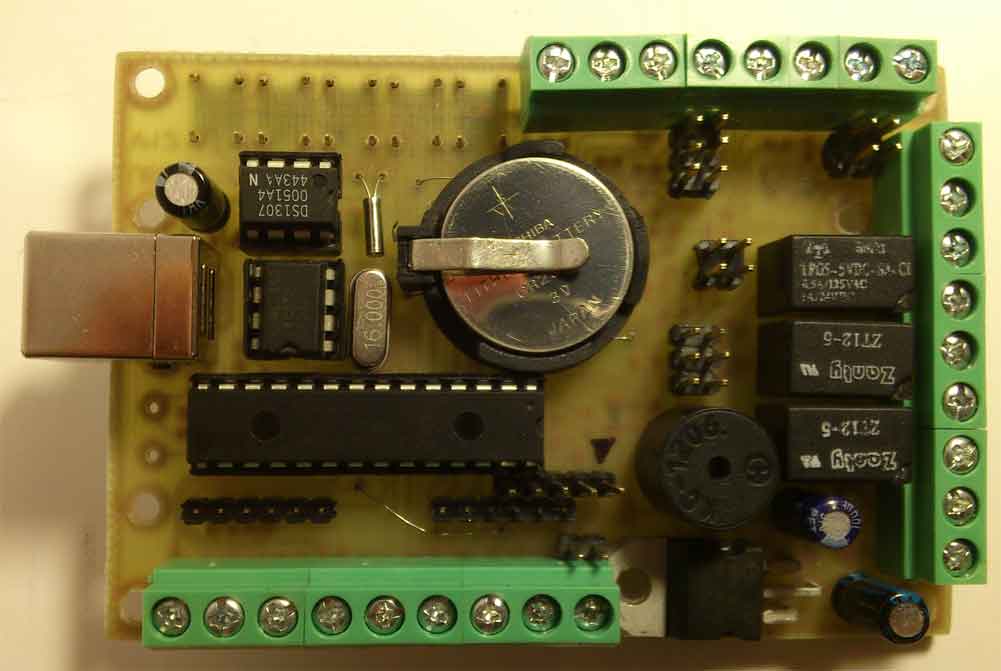 USB PICµBASIC LOGIC CONTROLLER
USB PICµBASIC LOGIC CONTROLLER
 DDS генератор сигналов "OSKAR-DDS"
DDS генератор сигналов "OSKAR-DDS"
 Термостол для оплавления паяльной пасты
Термостол для оплавления паяльной пасты
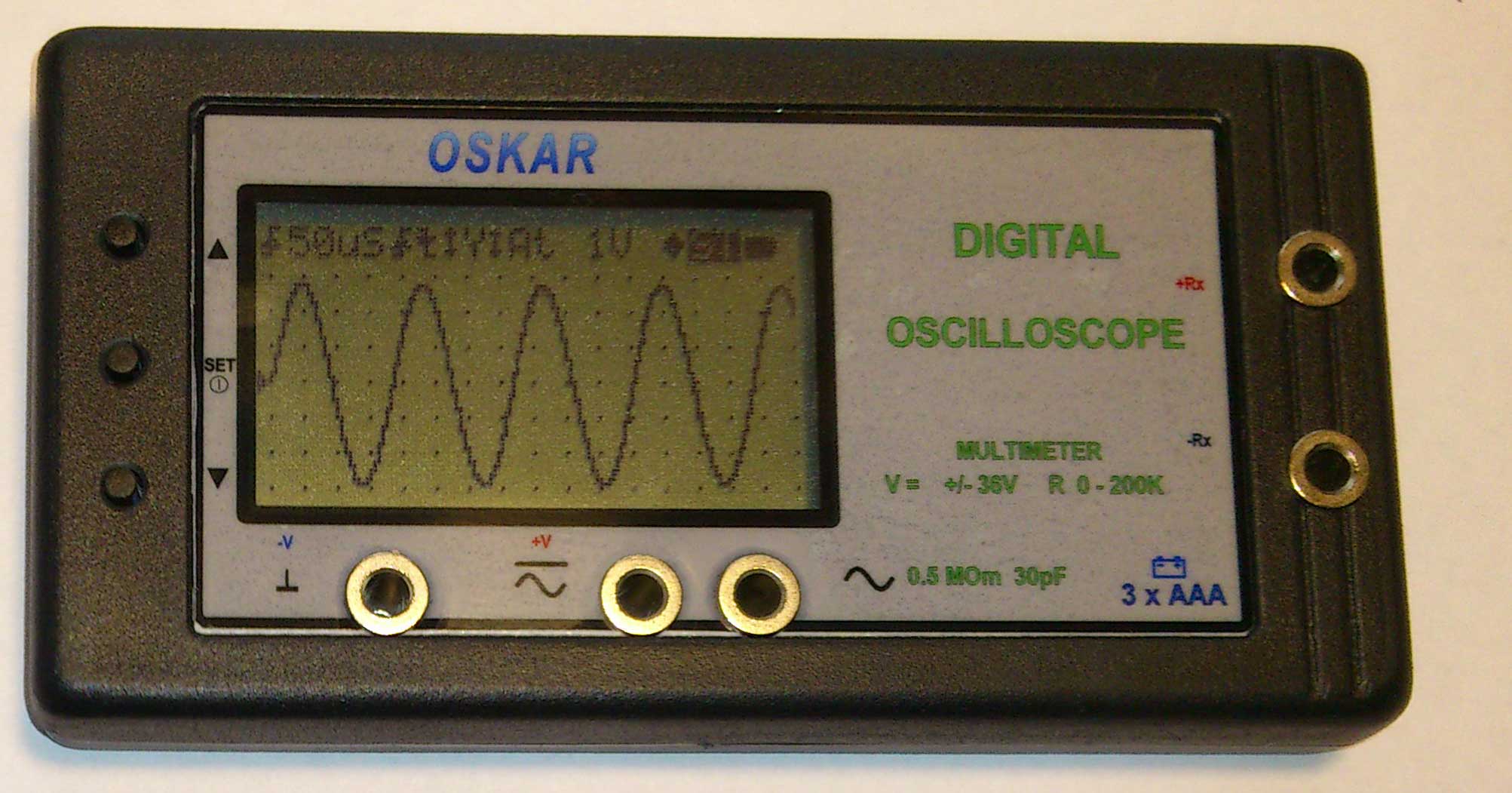 Осциллограф Карманный "OSKAR" V3.1
Осциллограф Карманный "OSKAR" V3.1
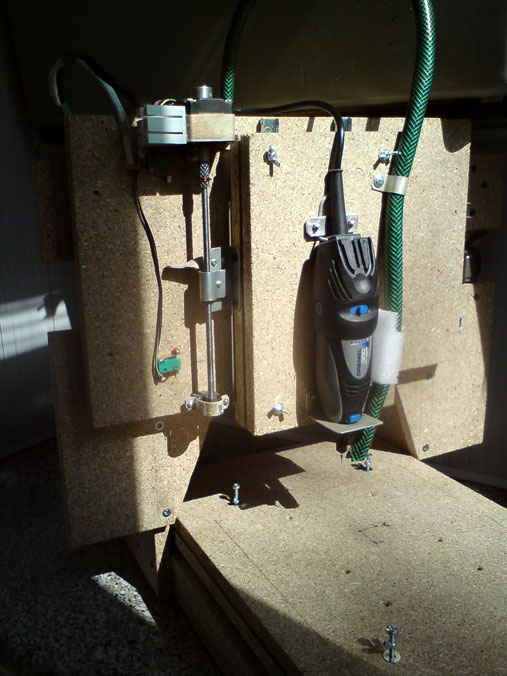 Электроника и механика 3-х координатного станка ЧПУ (Hobby CNC)
Электроника и механика 3-х координатного станка ЧПУ (Hobby CNC)
 Простой счетчик
Простой счетчик
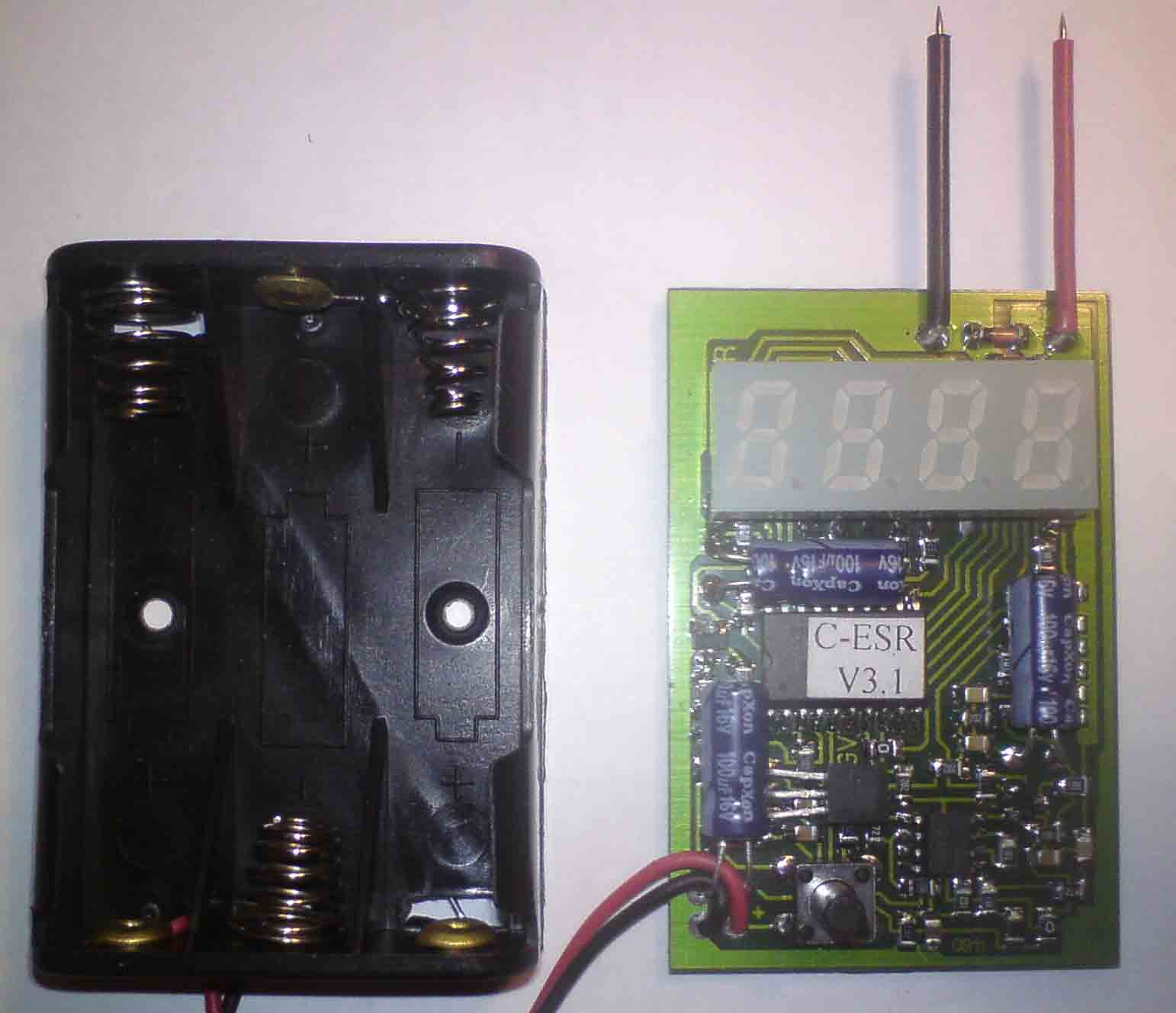 Измеритель ESR и емкости конденсаторов
Измеритель ESR и емкости конденсаторов
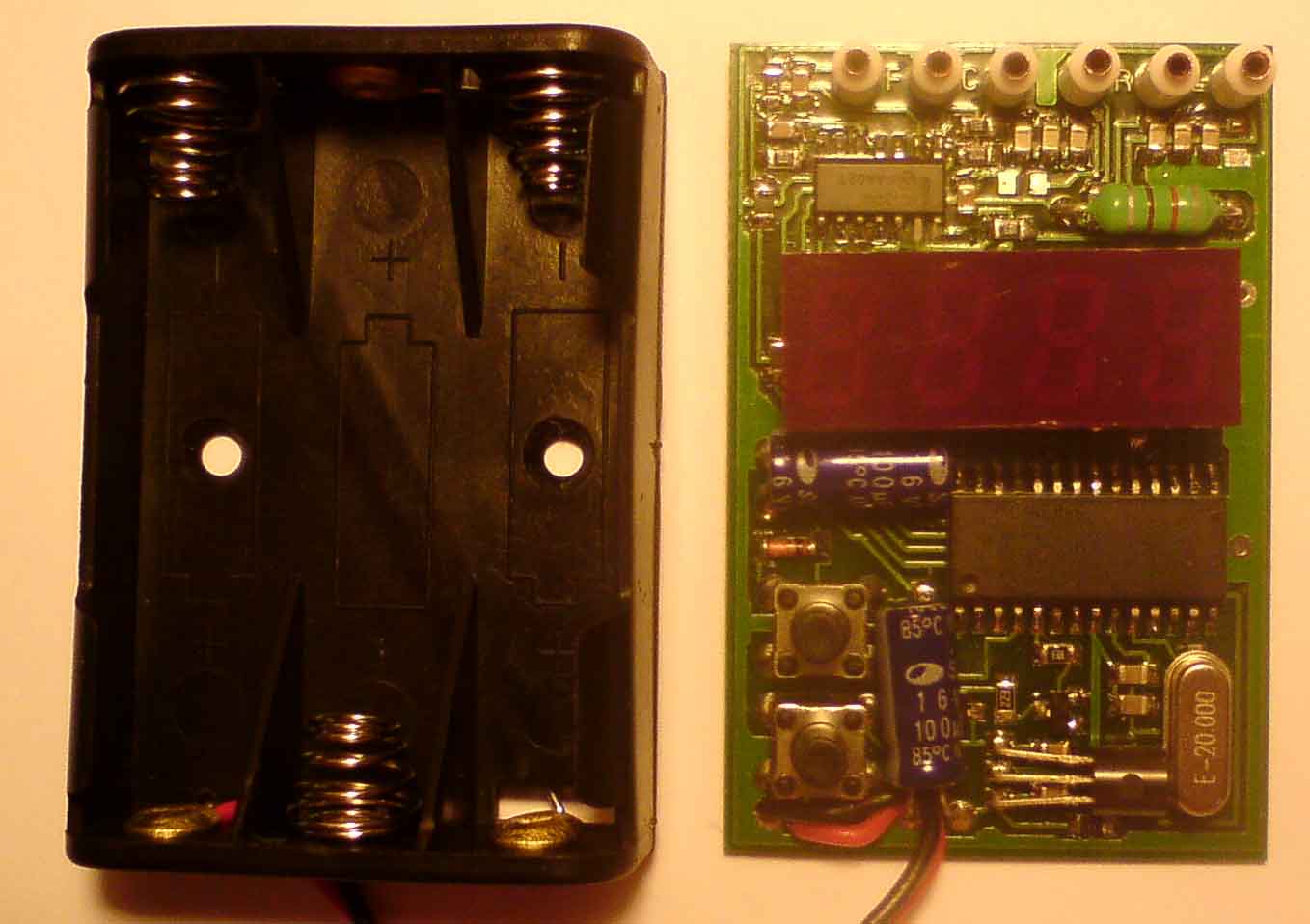 Прибор для измерения частоты, емкости, индуктивности, сопротивления
Прибор для измерения частоты, емкости, индуктивности, сопротивления
 Выключатель /диммер светодиодных лент с ДУ.
Выключатель /диммер светодиодных лент с ДУ.
 Светомузыка «СЕМИЦВЕТИК» + автомат световых эффектов.
Светомузыка «СЕМИЦВЕТИК» + автомат световых эффектов.
 Универсальный прибор для автомобиля. Часы, термометр, вольтметр, тахометр.
Универсальный прибор для автомобиля. Часы, термометр, вольтметр, тахометр.
Все, что нельзя запрограммировать на ассемблере, приходится паять.
Этот сайт посвящен моим проектам на PIC контроллерах, доступных для публичного освещения. Все приведенные схемы реализованы в железе и работают в настоящее время в быту или производстве.
Для написания программ использован пакет MPLAB/х , свободно распространяемый фирмой MICROCHIP.
Используется программатор PICKIT2/3, ICD2/3.
Любую конструкцию можно собрать самому, даже если она платная и получить бесплатно код разблокировки.
Также можно приобрести в качестве набора для сборки или готового изделия.
Принимаются заказы на разработку аналогово-цифровой или цифровой электроники, систем управления и электроники для производства с применением контроллеров.
Вопросы и предложения писать на почту Gennadiy.V@gmail.com
Если у Вас есть интересные предложения, закакзы или вопросы и форум Вам не помог - адрес тот же.
Вторая часть
ПО для станка продается, включая все прошивки и исходники.
Предназначен для установки SMD типоразмера 1206, 0805, sot23 и других из лент шириной 8мм.
Рабочее поле для п/п 170*170 мм, емкость магазина на 760 компонентов.
Габариты - 500*300*250 мм, при работе занимаемая площадь 500*460 мм.
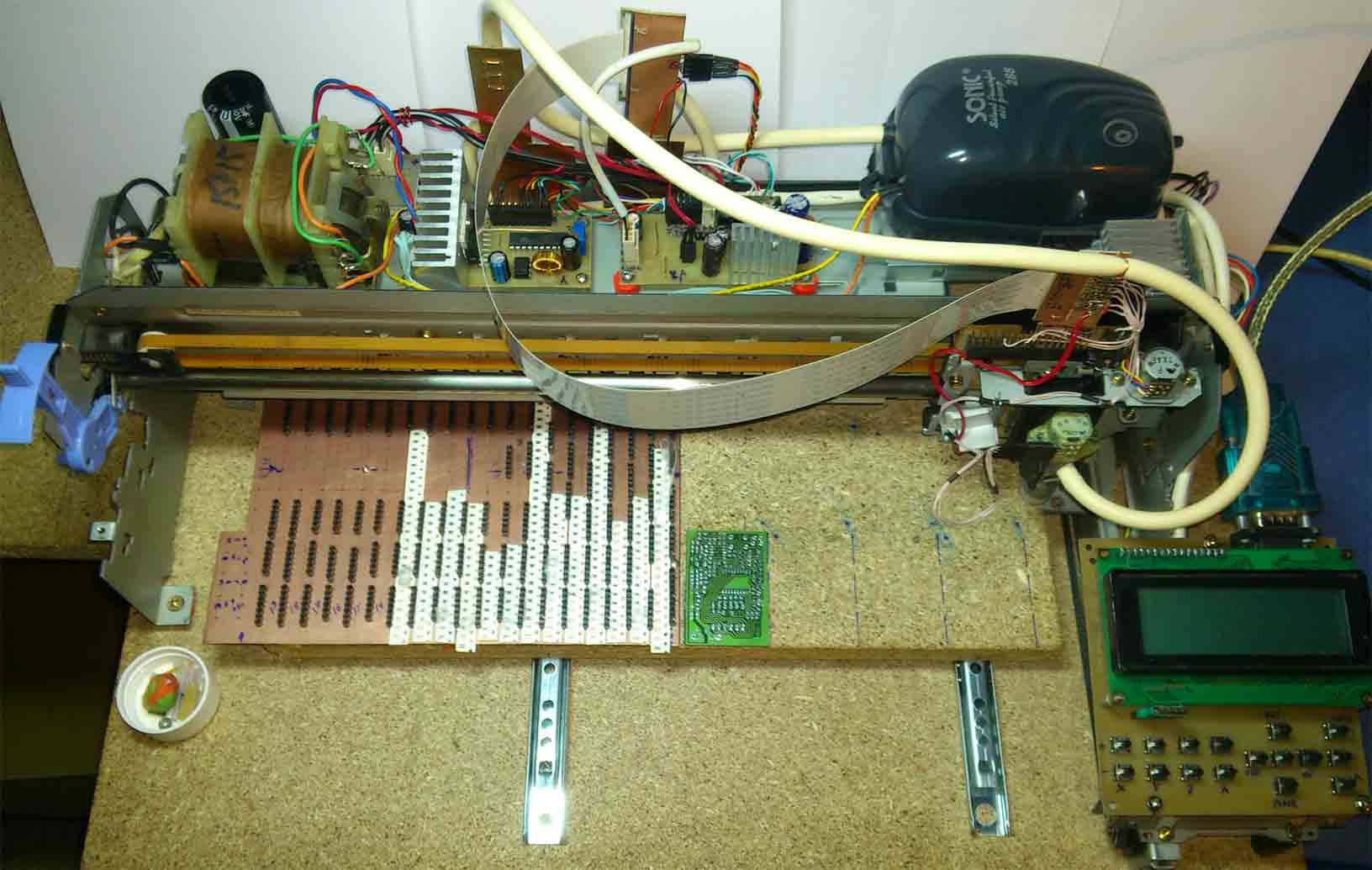
Для начала немного фото

И видео
Смотрим
Видео полного техпроцесса нанесения пасты, расстановки, паки
Смотрим
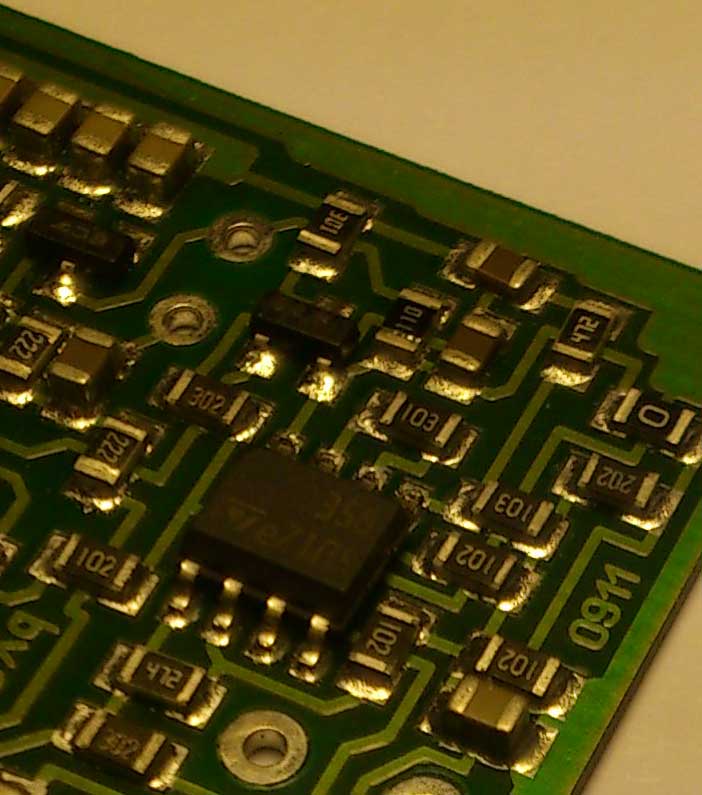
Пример готовой платы:
Паяльная паста через трафарет, установка станком, пайка воздухом.
Станок собран из того что было в кладовке, двух принтеров, двух дисководов, обрезков ДСП и плюс немного электроники, смекалки и прямых рук.
Точность достаточна для последующей паки воздухом или в печи , при условии установки их на паяльную пасту.
Оси координат и привода.
Ось X - плита ДСП на мебельных направляющих, привод от матричного принтера EPSON, точность позиционирования 0,25 мм.
Драйвер STEP/DIR свой ,на контроллере PIC16F688, с режимом пониженного потребления при простое. Полушаг.
Дополнительно фотодатчик начального положения
Ось Y - от струйного принтера EPSON color800,точность позиционирования 0,1 мм.
Драйвер STEP/DIR свой на L297/L298 с регулировкой тока и режимом пониженного потребления при простое.
Дополнительно фотодатчик начального положения
Ось Z - рама от трехдюймового дисковода , закрепленная вместо печатающих головок с родной платой управления.
Ось A - шаговый двигатель от трехдюймового дисковода , закрепленный на месте головок оси Z. 40 шагов на оборот
Выполняет функцию поворота детали. Драйвер STEP/DIR свой ,на контроллере PIC16F688. Полушаг.
Детали берутся самодельной присоской, воздух откачивается аквариумным компрессорм - единственная покупная деталь. Все остальное было найдено в кладовке. Пневмопереключатель сделан из обычного реле.
Ну и всем этим управляет плата управления на контроллере PIC18F46К22 с клавиатурой и ЖКИ. Подключение к компьютеру - последовательный порт RS232 через USB переходник.
Станок обучаем. Обучение занимает не дольше, чем сама пайка такой же платы вручную. Достаточно "сколоть" координаты деталей на плате и все готово к работе.
Поскольку раньше работал с разным софтом для ЧПУ, понял - его мне не хватает. Принял решение писать свой.
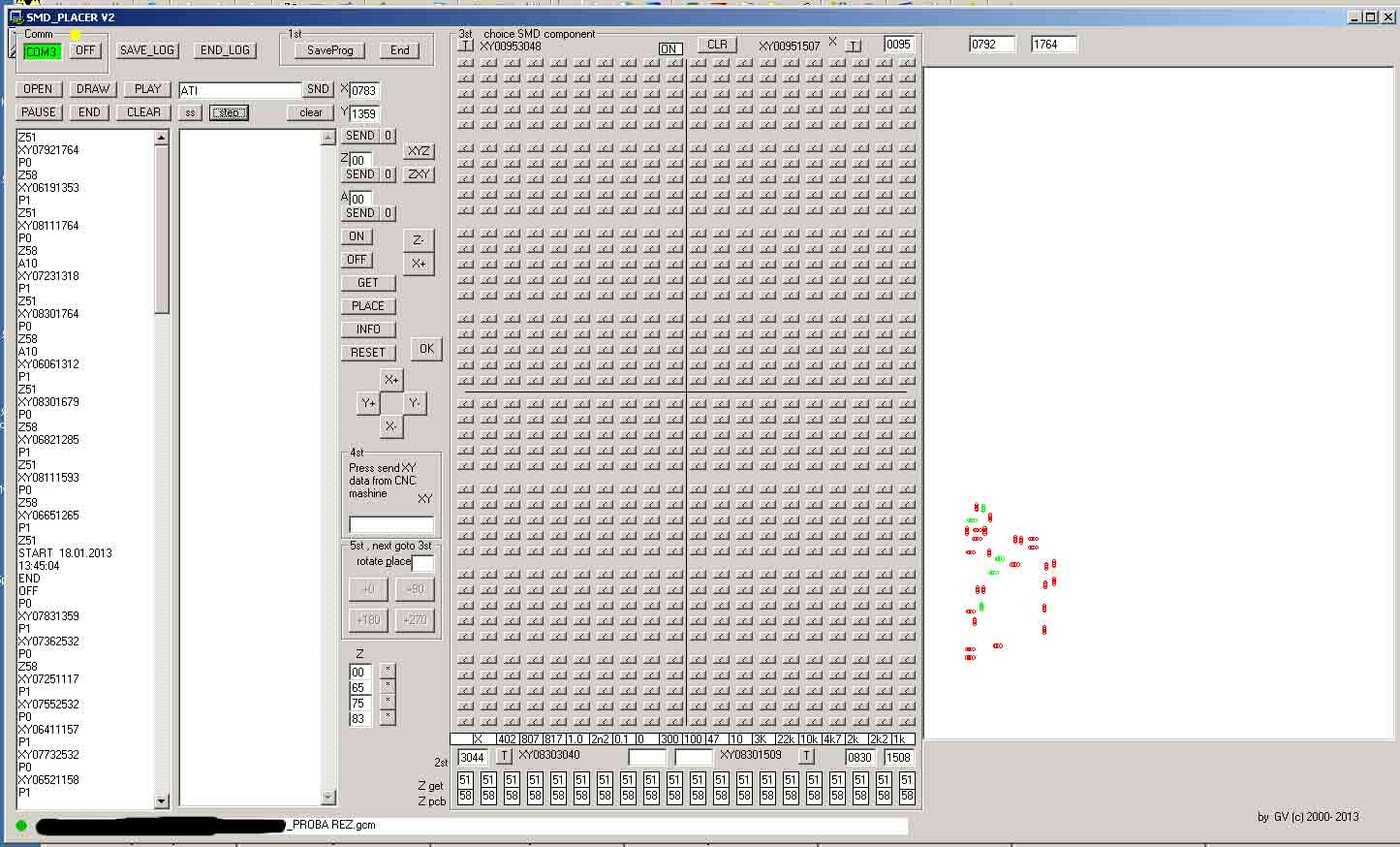
Софт позволяет "сколоть" плату, менять координаты деталей на столе, проводить установку виртуально, реально в пошаговом режиме и в рабочем режиме.
Также доступно ручное управление и управление с клавиатуры контроллера. На экране компьютера отрисовываются номиналы деталей и места их расположения на столе и плате с учетом ориентации (сохраняется в файле). Софт позволяет использовать детали разной толщины - под каждую ленту своя настройка.
Написан на VB6.
Для удобства бобины с деталями можно расположить сзади станка , на отдельной оси, выпустив ленты на вылет стола.
После сбоки платы - просто подвинуть ленты и оторвать защитную пленку.
Итак - есть печатные платы с маской, готовим их к монтажу.
Нужен трафарет и паяльная паста. Паяльная паста - понятно , в магазине , идем и выбираем.
Я использую свинцовую для BGA, как утвкрждают в магазине.
Вот такую:

Можно и другую, но в нашем магазине нет выбора.
Теперь трафарет для нанесения пасты.
Открою большой секрет как делать трафарет.
Первое и самое главное - пойти в магазин за пивом. Выбрать хорошо лакированную , не царапаную аллюминиевую банку. Пиво выпить.
Акккуратно не помяв банку , разрезать и получить лист аллюминия.
Мой выбор пал на Львовское 1715 - прошу не счесть за рекламу.
Затем удалить лак с внутренней сторны, например мелкозернистой наждачкой.
Накатать инверсный шаблон контактных площадк - там где будет паста на плате - должно быть видно аллюминий.
Я делаю размер площадок меньше на 10-15 % по сравнению с размером их на плате.
Для маленьких плат возможно ЛУТ , для больших - фоторезист.
Травим в растворе солянки с гидроперитом, как для меди.
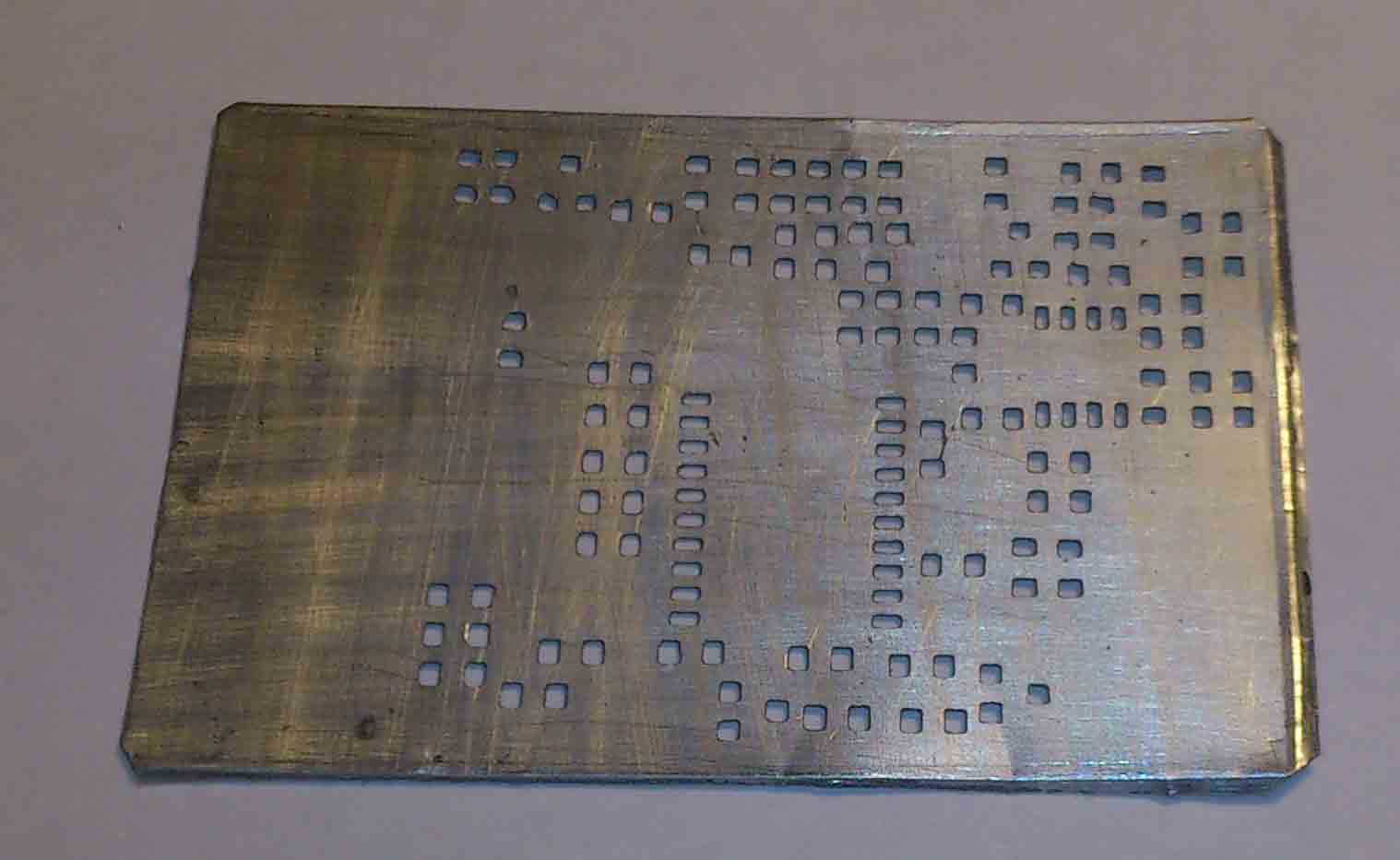
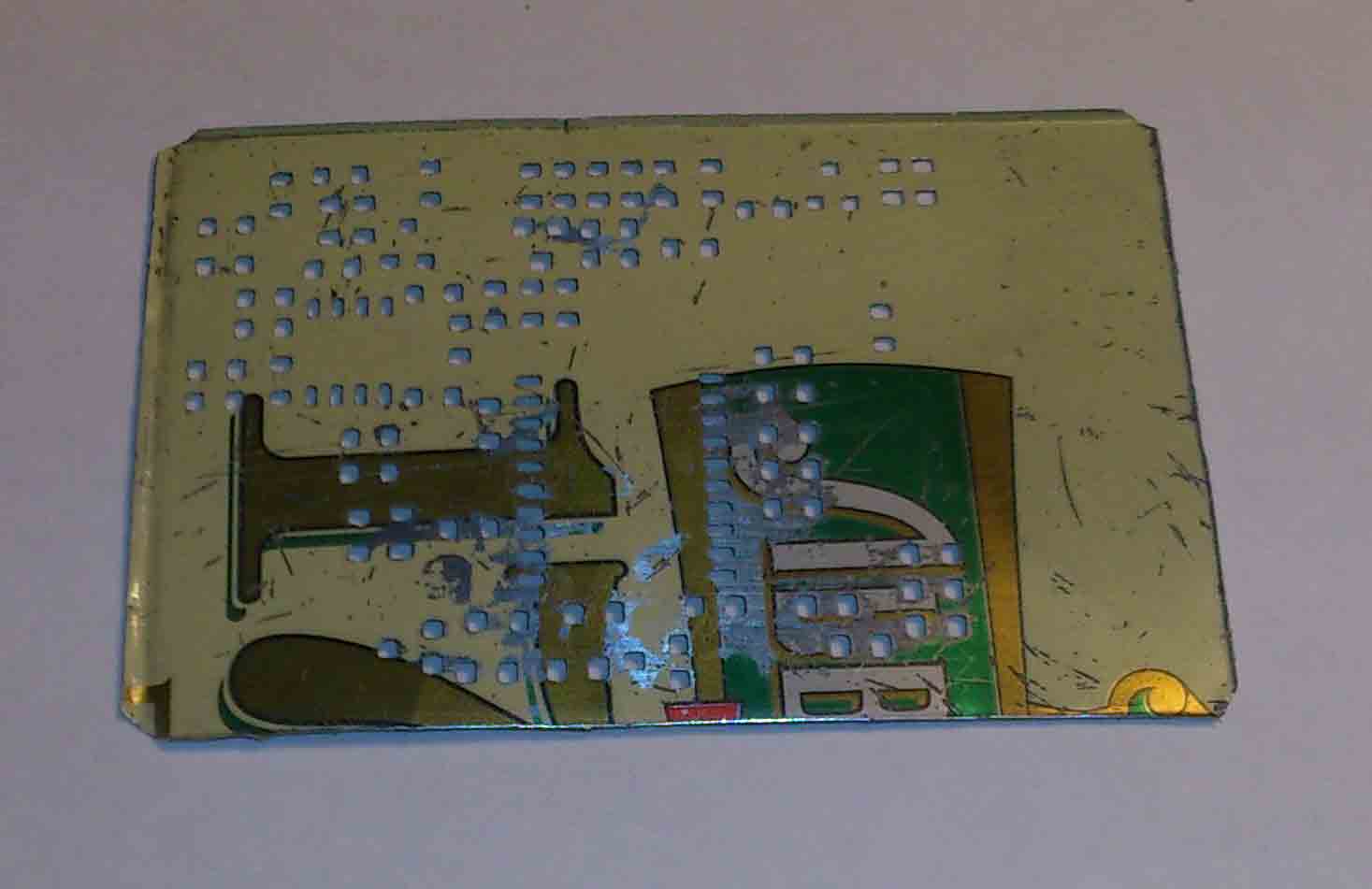
Достаем моем, сушим - готовый трафарет.
Получится примрно так (уже достаточно сильно поюзанный)
Дальше как обычно, нанесли пасту, в станок, в печь, и плата готова.
Для нанесения использую такой шпатель

И обычные биндеры (прищепки такие) из канцелярского магазина, что бы прижать трафарет к плате по периметру. Они бывают разного размера, желательно подобрать , чтобы весь перметр был прижат
По поводу сколки платы.
Кажется проще получить координаты из файлов проекта.
Я лично пикадом не пользуюсь, дорогой зараза. Поскольку сам пишу регулярно комерческий софт, стараюсь не юзать не лицензионное.
Простые программы не позволяют выдать координаты деталей. Даже если такое понадобится , напишу конвертер файлов. Просто пересчитать координаты на смещение.
Да и сколка автоматизирована и защищена от ошибок, программа не даст ошибиться в последовательности.
Для сколки надо промерять высоту деталей - подвести присоску ко всем лентам или вбить - стандартные предлагаются по умолчанию (обычно толщины лент написаны на самой катушке с деталями).
Мышью на экране выбрать деталь из питателя.
Дальше клавишами курсора подводим к месту на плате (динамически меняется скорость перемещения) , "ENTER", клавиши курсора - направление детали (шаг 90 град).
И потом сначала нв выбор детали. В итоге один щелчек мышью и два нажатия - на точку сколки.
Управление станком - упрощенная система команд, за основу брал G-code. Файл текстовый,правится в любом редакторе.
В одном файле сохраняется и программа и положение деталей и их номинал - для удобства заправки. Ничего помнить не надо - загрузил файл - и все нарисовало что куда разложить.
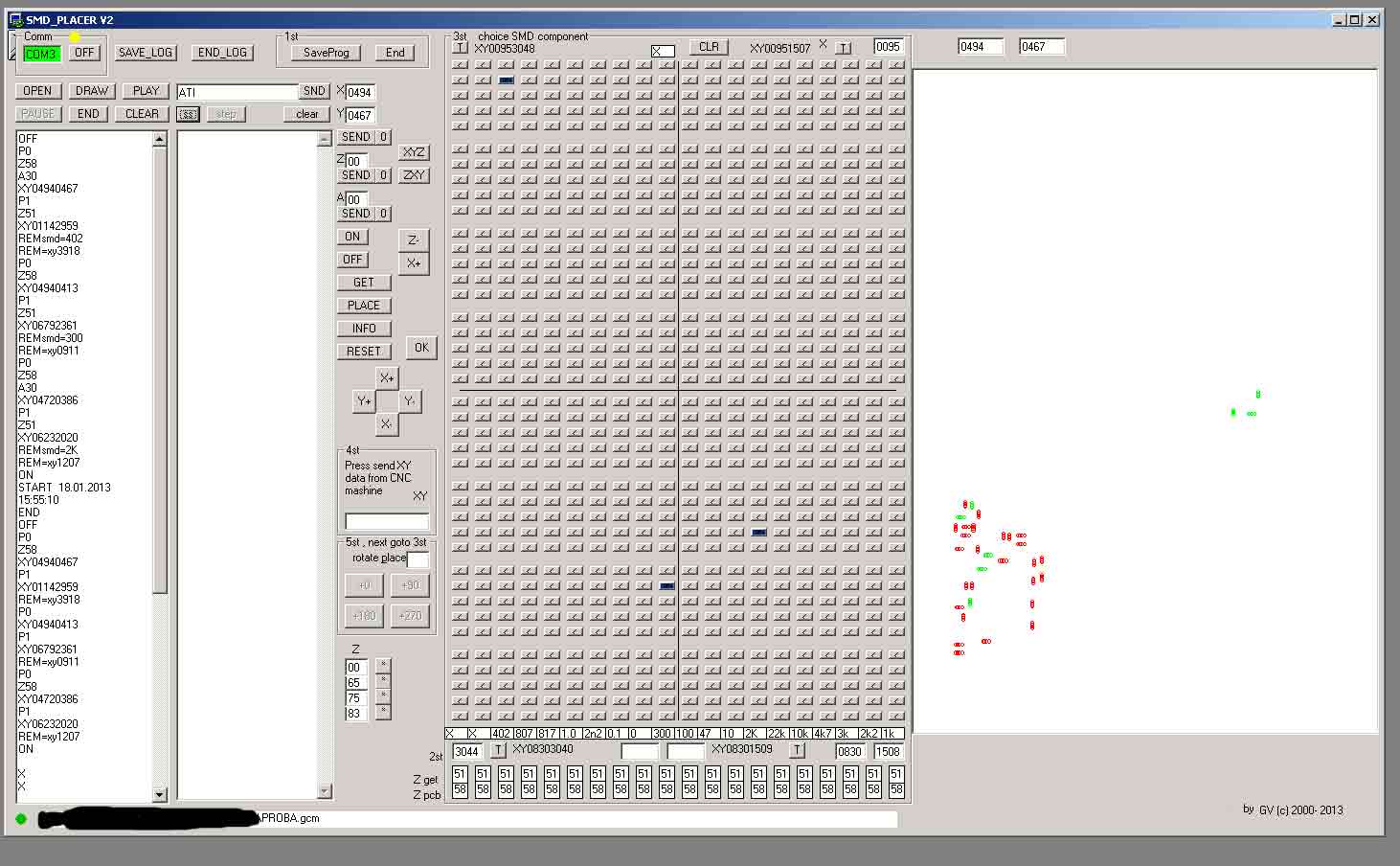
В режиме виртуальной работы - рисует какую деталь берет и куда ставит на плату. Для серьезного теста программы - можно запустить пошагово с выключенным или включенным компрессорм. В окне пишется номинал, положение на питателе, координаты установки. Графически отображается рисунок платы(места установок, включая ориентацию).
По поводу механики.
Для уменьшения подвижных масс выбран вариант с подвижным столом, в итоге можно применять привод относительно не высокой мощности. Это значительно упрощает позиционирование и управление. Одновременно сохраняется достаточно высокая точность позиционирования.
Но есть и недостатки. При размещении бобин с деталями сзади станка необходимо их располагать дальше и выматывать ленту как минимум на полметра. Иначе они создадут дополнительную нагрузку на перемещение стола.
После завершения цикла лента перемещается вручную на начальную позицию. Для центровки в текстолите просверлены отверстия, и шилом через отверстие в ленте можно точно ее установить.
Стол закреплен на мебельныных шариковых направляющих.
Примерно вот такие:
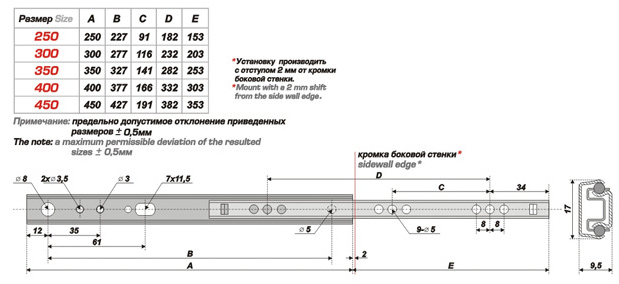
Мои немного отличались от чертежа, но принцип такой-же.
Люфтов нет вообще и мягкий ход. Работают ведь практически без нагрузки.
Новые направляющие надо разобрать полностью.
Удалить тщательно заводскую смазку.
Обрезать /спилить облой с сепараторов, он трет по металлу иногда.
Проверить параллельность широкой , особенно на краях, обычно надо рихтануть. Бывает и узкую тоже.
Собрать и смазать машинным маслом.
Даже при наклоне она должна сама легко двигаться.
Тщательно проверить параллельность двух, перекос не допустим.
Идеально прикручиваются к ДСП саморезами от компьютерных вентиляторов в предварительно засверленные отверстия меньшего диаметра.
Направляющие нужно прикрутить строго параллельно, иначе будет клинить. Я первую прикручивал по разметке , а вторую строго параллельно первой, прокладывая между ними ровные брусочки.
Сначала пробовал брать детали электромагнитом и им же двигать ленты - не получилось нормально. Даже при большой мощности электромагнита - часто берет детальки за 1 край. да и транзисторы не берет.
Поставил присоску.
А двигать их присоской не получается , слишком нежный и не жесткий узел. И настал момент выбора.
Городить отдельный привод на головку типа выдвижной иглы. Но тут тоже засада ,как выяснилось, чуть ленту заело, проскочил шаг на приводах и все расставили не туда.
Тогда всего два варианта, отдельные питатели на каждую ленту и координатный стол. Отдельные питатели для хоббийного станка - слишком круто, выбрал стол.
Средний размер перемещения каретки 220 мм, а стола 90 мм. Пока каретка туда сюда - стол успевает раньше доехать. В итоге все быстро, координаты деталей легко высчитываются программно, достаточно "сколоть" углы стола. Да и по времени движения оптимально.
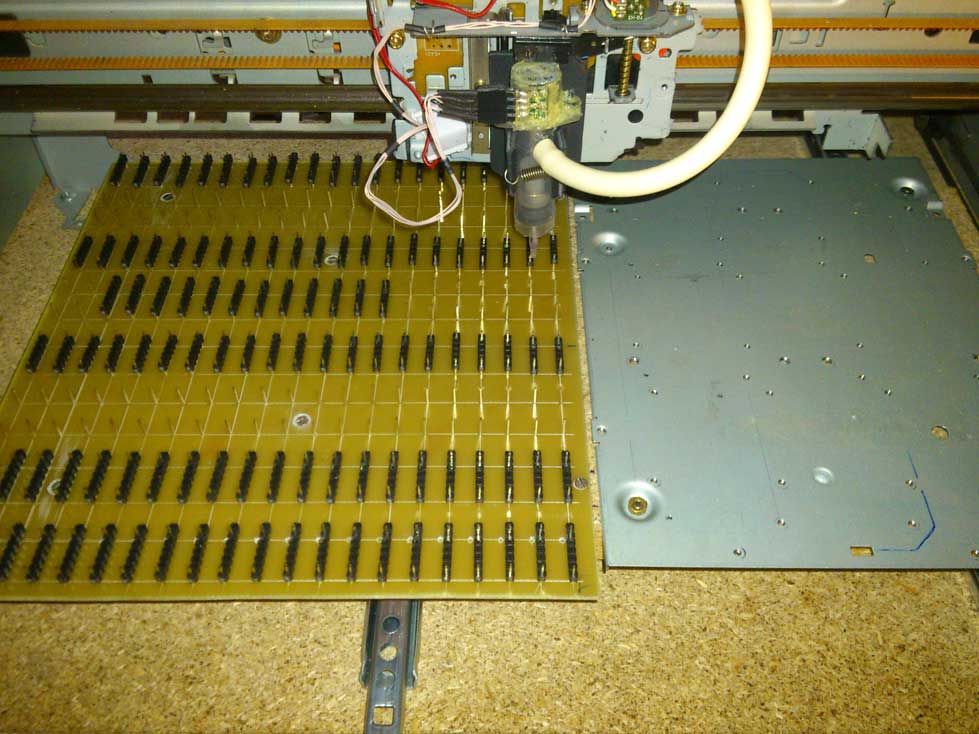
Методика заправки питателя:
Ленту вставил , оторвал защитную пленку, отцентровал шилом, и все.
Детали не рассыпаются, и четко лежат в своих местах, главное не отрывать пленку дальше чем стол закачивается. Не ну можно рассыпать перевернув станок, или тряхнув его , но при его массе в пять кило - случайно не получится.
А на расставленной плате все держится на пасте. До пайки плату можно даже переворачивать, ничего не осыпается. так что можно спокойно вытягивать плату с направляющих и нести на пайку. В дальнейшем планирую сделать сменные накладные столы для печатных плат.
Конструкция питателя.
Питатель изготовлен из куска двухстороннего стеклотекстолита и разъемов PLS-40R. Их понадобится 24 шт.
Самая ответственная часть - это разметка листа текстолита.
Сначала с краю платы нарисовать /процарапать идеальный прямой угол. Не каждый школьный треугольник на это способен.
Второе - с шагом 8,8 мм прочертить параллельные прямые. Вдоль них будет идти лента
Третье - с шагом 2,54*4 мм прочертить параллельные прямые, перпендикулярно первым
Накернить центра и просверлить диаметром 0,8 мм. Ширина ленты - 8 мм, штырька 0,64 мм, в итоге имеем зазор 0,16 мм для каждой леты.
Порезать разъемы на кусочки и припаять , вытащив лишние штырьки. Использовать прокладку толщиной 1мм от платы до пластмассы разъема. Устанавливать загнутой частью вверх. Это имеет особый смысл, в дальнейшем не будет соскакивать. А если вдруг потом разболтается то можно и пружинку одеть.
Зачем разрезать разъем? Потому ,что перемещая кусочки по вертикали можно настраивать на любую толщину ленты. А длинный особо не подвигаешь, особенно новый.
Следующее - откусить часть загнутых , чтобы не мешали брать детали или перед установкой развернуть их на 90 градусов.
Не менее ответственная часть - откусить снизу на одинаковую высоту. Использовал ту же прокладку 1мм и острые бокорезы. Лист должен лечь параллельно столу , опираясь почти на все штырьки сразу.
Должно получиться примерно так
Откусывать по красным линиям.
Заправить ленту в каждую ячейку и вдоль одной из линий поперек лент просверлить отверстия , совпадающие по диаметру с отверстиями в ленте.
Они пригодятся для точной центровки лент.
Для демпфирования звона листа при работе - ставил, используя как прокладку, обычный пластилин. Лист закреплен в 5 точках, по углам и по центру.
Линия деталей должна быть строго параллельна оси X. Если стол один, то можно на саморезы, если много - то лучше в стол поставить бронзовае боночки , а стол уже прикручивать к ним.
Сейчас думаю собрать еще пару таких столов, для быстрой смены под разные платы, не заправляя все ленты по новой.
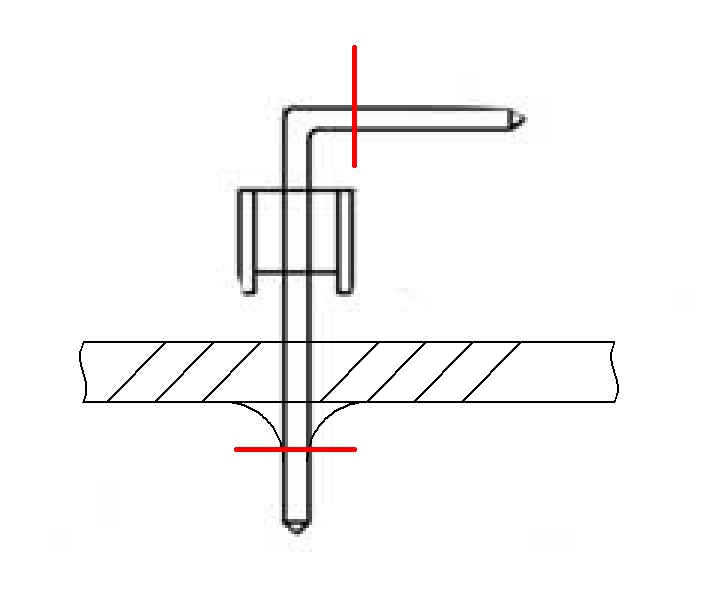
Пневмо переключатель
Для него нам понадобятся:
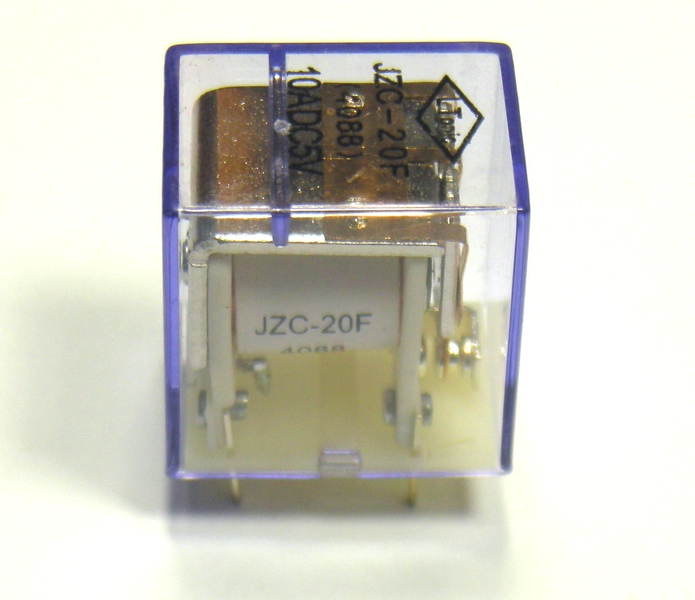
Реле JZC-20F на 12 вольт.
и два одноразовых шприца на 5 кубиков.
От шприцов оккуратно вырезаем соски, куда игла одевается , оставив буртик, около 1мм
Реле разбираем, отгибаем или откусываем дальний от центра контакт контактной группы.Запиливаем до получения плоскости заклепку , которой крепится подвижная часть к пружине и приклеиваем туда кусочек бинтрезины , примерно 5*5 мм. Четко напротив него сверлим отверстие в корпусе реле. Корпус хрупкий, сверлить аккуратно. Диаметр по диаметру соска шприца. Такое же отверстие сверлим сбоку корпуса реле. Собираем реле, вставляем сосок напротив бинтрезины , регулируя наклон и расстояние. Сосок с торца лучше запилить надфилем для получения плоскости, особенно если там есть облой. Резинка должна плотно прилегать по плоскости соска и при этом расстояние от якоря до подвижной части около 1,5 мм. Аккуратно приклеиваем и даем просохнуть. Сбоку просто вклеиваем сосок. Проверяем работу реле. Если все двигается , тщательно все герметизируем. Я использовал термоклей.
Боковой сосок подключается мягким резиновым шлангом диаметром 4мм (внутренний) к механизму поворота присоски, а что напротив резинки - к компрессору.
Получится примерно так:
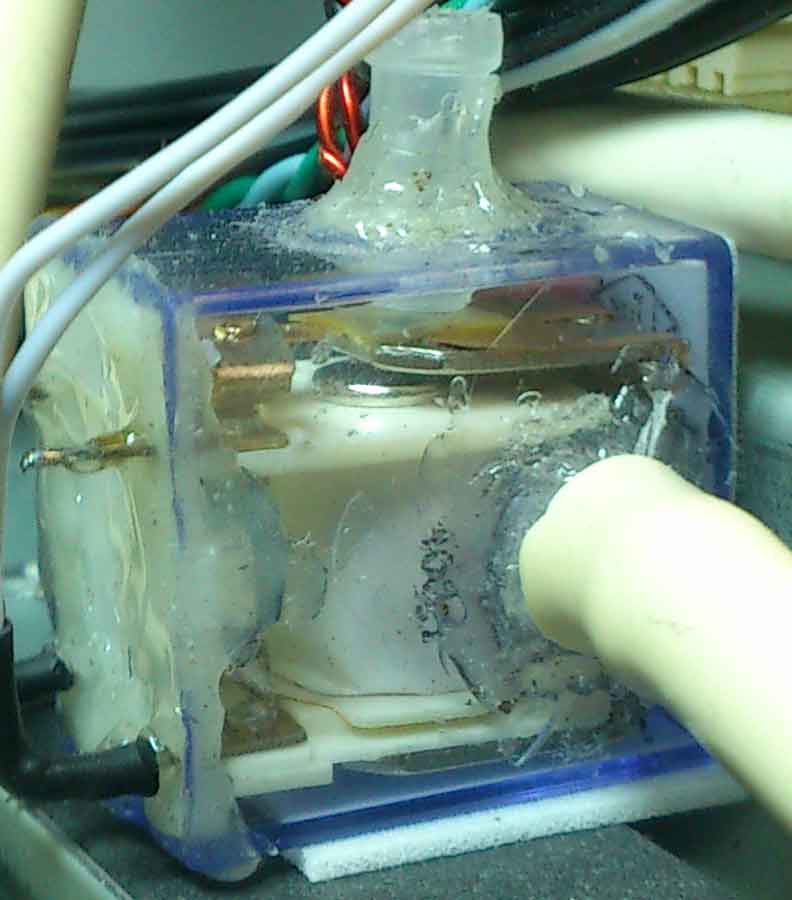
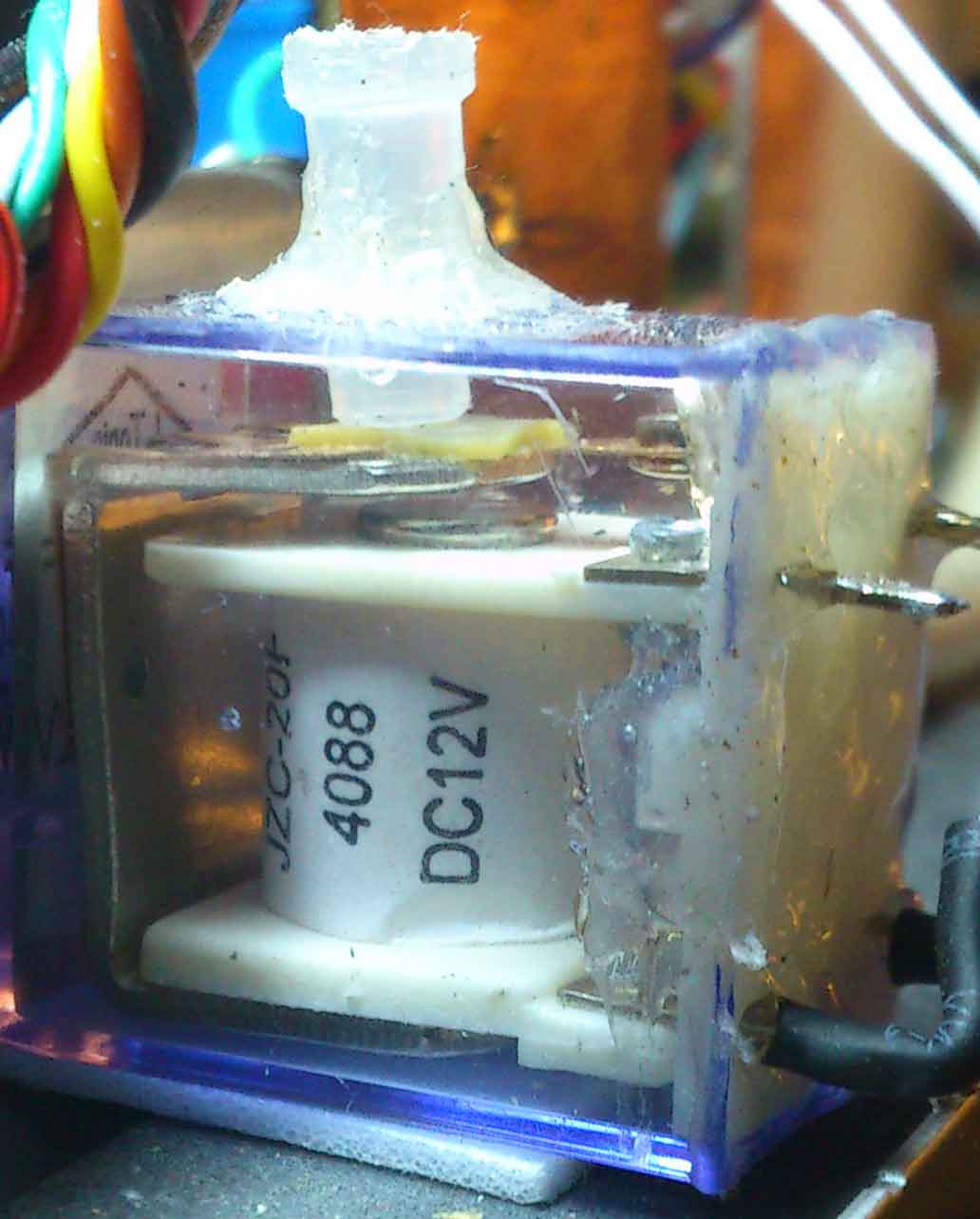
Пневмореле готово. Для управления использую импульс 24 вольта и удержание 12 вольт.
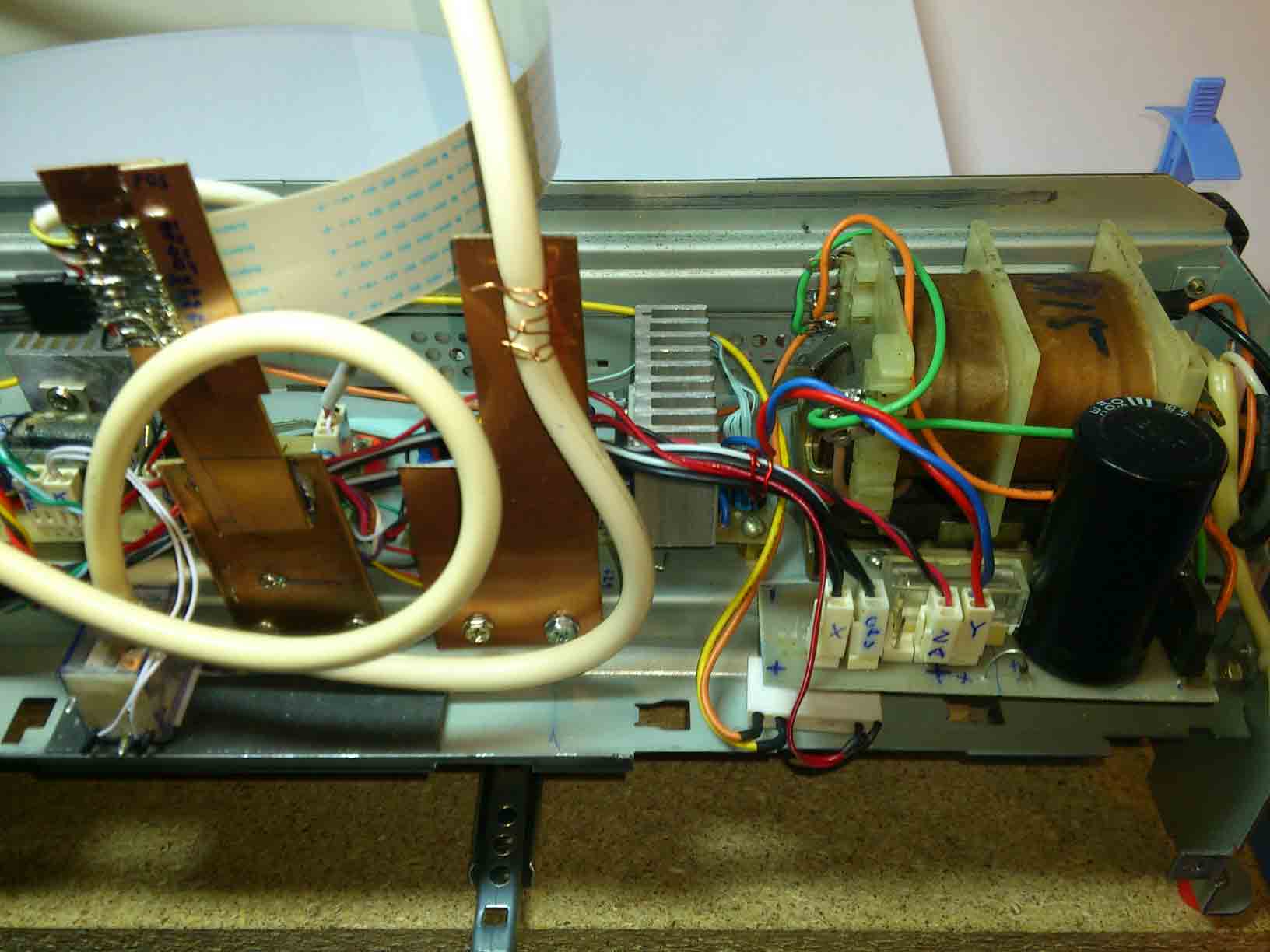
Это реле видно на четвертой сверху фотографии - слева , внизу. К корпусу станка приклеено на двухсторониий автомобильный скотч.
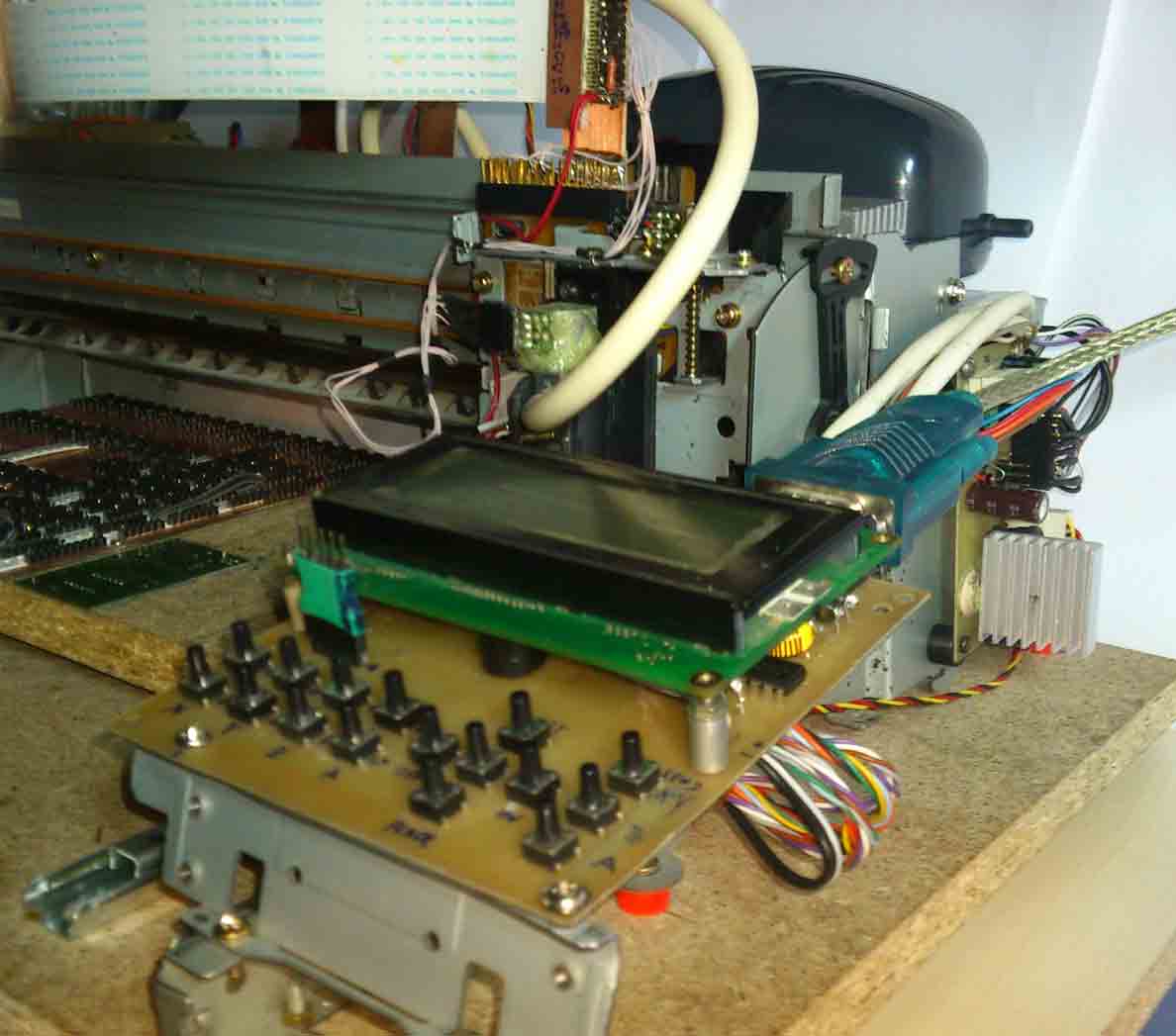
Компрессор и его доработка.
Для станка был приобретен компрессор Sonic 288
Одноканальный компрессор для насыщения воздухом воды в аквариуме.
Габариты 149х66х60 (мм)
Производительность 3,0 (л/мин)
Мощность 2,5 (Вт)
Частота 50/60 (Гц)
Напряжение 220/240 (В)

Вид самого компрессора

Желтая ручка сверху- это регулировочный винт, стоит на заборе воздуха, для регулировки напора.
Патрубок снизу - выход воздуха.
Разбираем, выкрутив два самореза.
Внутри электромагнит, мембрана с прикрученным якорем на коробке с клапанами , и собственно все.
Акуратно вытягиваем на себя коробку с клапанами, мембраной и якорем. Снизу 4 отверстия забора воздуха.
Заклеиваем их скотчем. Тщательно заклеиваем.
Аккуратно собираем все назад.
Выкручиваем желтый регулировочный винт.
Компрессор готов. Туда где был винт ,вставляем шланг забора воздуха , который идет к пневмореле.
Все шланги собраны без клея и хомутов, удачно подошел везде диаметр трубки.
Для регулировки разрежения применял обрезок от системы переливания крови - игла с куском трубки и механизмом пережима трубки
Иглу просто втыкал в шланг.
Как показала практика - не требуется. Вытащил и отложил.
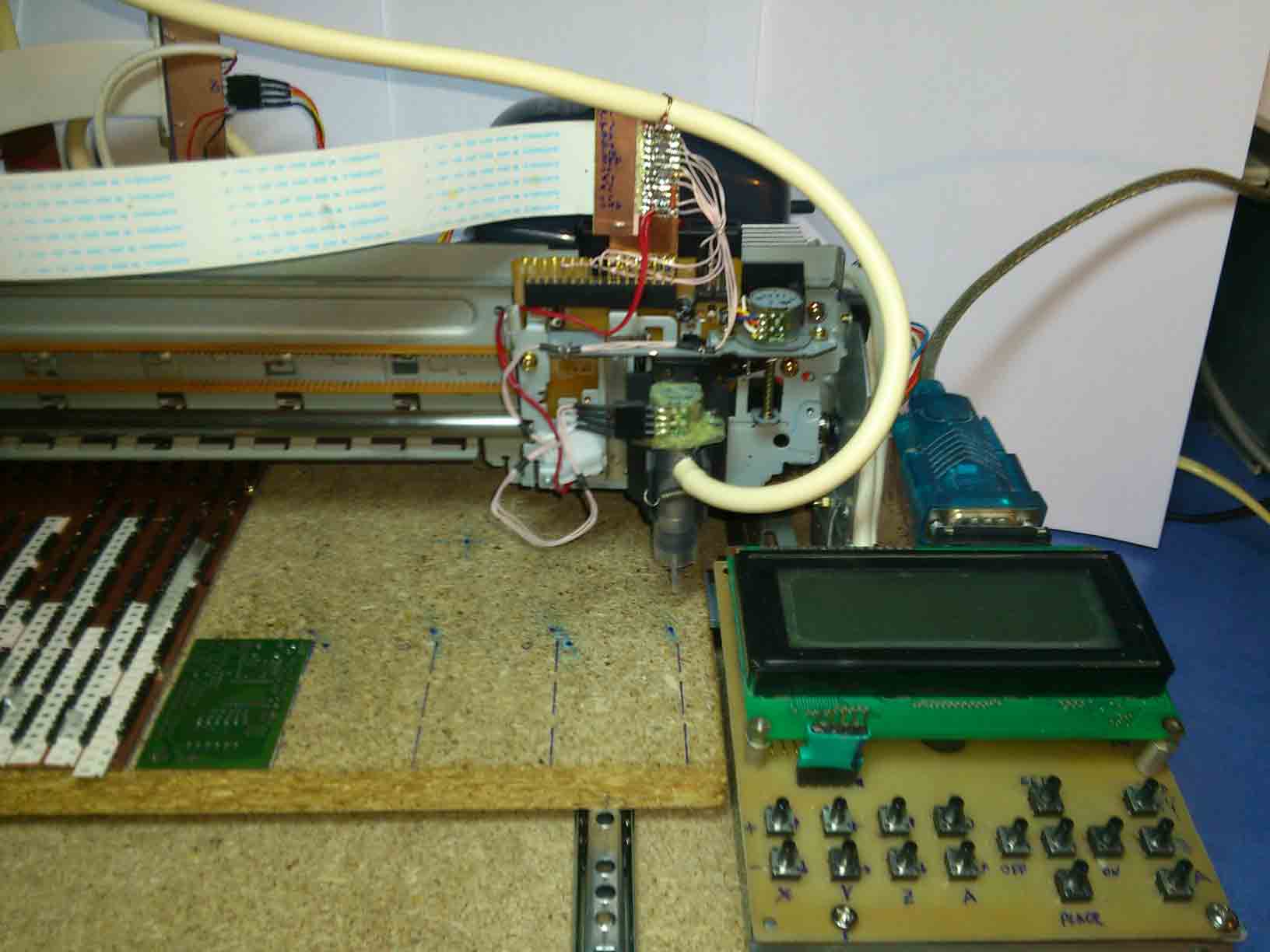
Поворотный узел для SMD деталей.
Это один из сложных механических узлов станка.
Чертеж узла:
Для сборки необходимо:
Одноразовый шприц 5 куб;
Одноразовый шприц 2 куб;
Игла от системы(капельницы) советского производства с круглым большим ободком. Диаметр в пластике - 2мм. Игла 2мм;
Мотор от 3-х дюймового дисковода;
Подшипник от YO-YO;
Втулка пластиковая (ножка от какой то аппаратуры);
Два винта М2,5 с гайками и шайбами.
Задача - сделать такое:

От шприца 5 куб отрезаем сосок, как обычно с буртиком 1мм.
Сам корпус торцуем.
Точных размеров нет, все примерно как на чертеже. Все плотно должно входить друг в друга , собирается без клея, для возможности разборки.
Поскольку там сосет воздух, будет пыль и грязь. В дальнейшем придется чистить.
Берем мотор от дисковода. Как известно в нем отсутствует второй опорный подшипник, поэтому делаем свой.
Зажимаем кончик вала в электродрель и протачиваем вал до диаметра 2,1 мм обычным плоским надфилем. Оставить часть вала не проточенным. В него будет упираться игла.
Обрезаем вал по длинне, как на картинке.
Сверлим 2 отверстия в пластиковой части иглы насквозь, диаметром 1,0 мм.
Торцуем иглу. Желателен абразив или алмазный надфиль.
Отрезаем кусок корпуса шприца 2куб вместе с соском. В нем внутренне отверстие соска 1,9 мм, иголка проходит плотно , аж слишком.
Круглым надфилем с внутренней стороны протачиваем немного, постоянно примеряя. Иголка должна свободно вращаться и абсолютно не иметь люфта.
Протачиваем втулку, если надо. В нее должен плотно входить сосок шприца 2 куб, и она должна плотно входить в сам шприц 5 куб.
Я ее сделал немного конусной для облегчения сборки.
Тщательно все прочищаем ,удаляем опилки и стружку.
Пробуем все собрать , проверяем подгонку всех деталей.
Если все в порядке - герметизируем клеем.
Или подпиливаем,подтачиваем , делаем новое.
Вал должен очень легко вращаться вместе с иглой и практически не иметь зазора в патрубке, иначе будет подсасывать воздух.
Схема привода оси А и прошивка контроллера оси A
В качестве мотора выбран шаговый двигатель от 3-х дюймового дисковода с четырьмя контактами.
Для поворота деталей особая сила не нужна, важен вес конструкции.
Общее питание в станке- 24 вольта, поэтому все контроллеры рассчитаны именно на это напряжение.
Блок питания станка на 24 вольт не стабилизированный , на трансформаторе мощностью примерно 50 Вт.
Схема простейшая - диодный мост на 4 ампера и емкость 6800 мкф*35V
Напряжение холостого хода порядка 28 вольт. Защищен предохранителем на 2А.
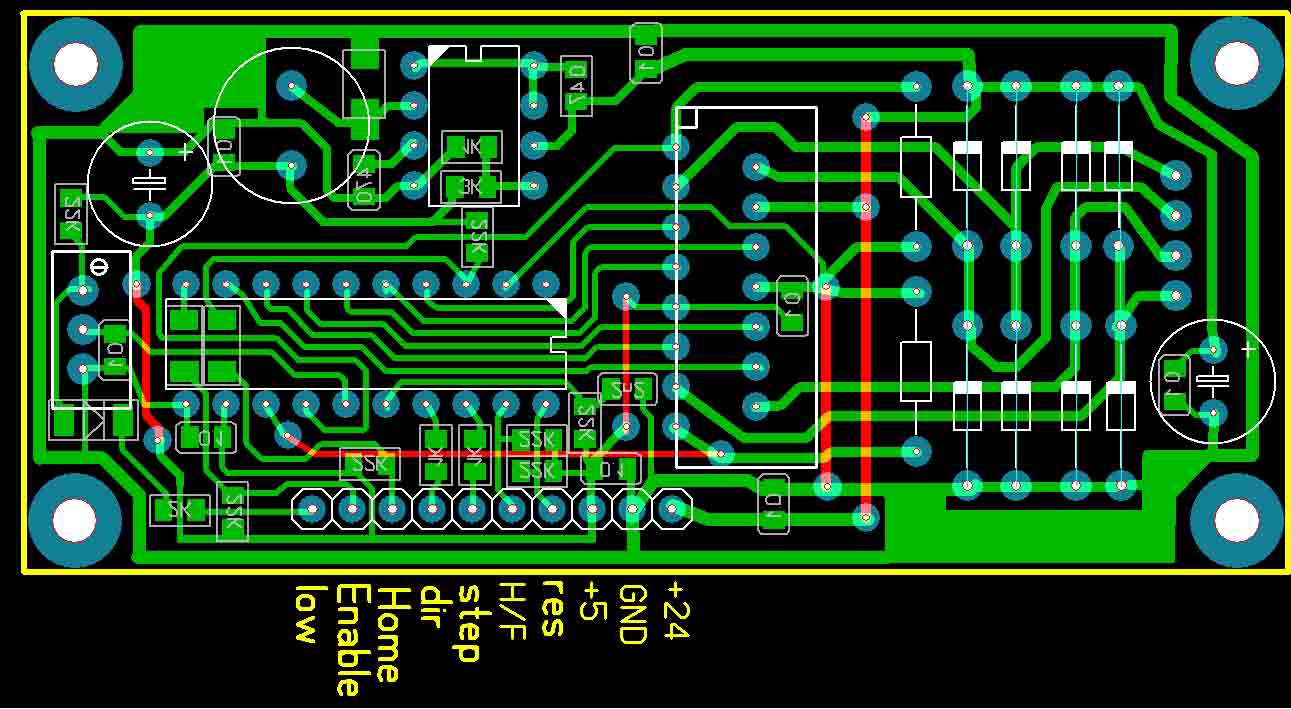
Схема
Выполнена на PIC контроллере, со стандартным управлением STEP/DIR. дополнительно есть вход Enable и выход Home.
Высокий уровень на входе Enable включает привод, а на выходе Home формируется сигнал, когда установлена фаза "0".
По включению питания контроллер проверяет привод и устанавливает в позицию HOME. Потом ждет команд на управление.
На контроллере стоит мощный блок питания на 5 вольт, поскольку от него питается также ось Z и подсветка рабочего стола.
Дополнительно на плате установленны ключи управления пневмо реле и реле управления насосом.
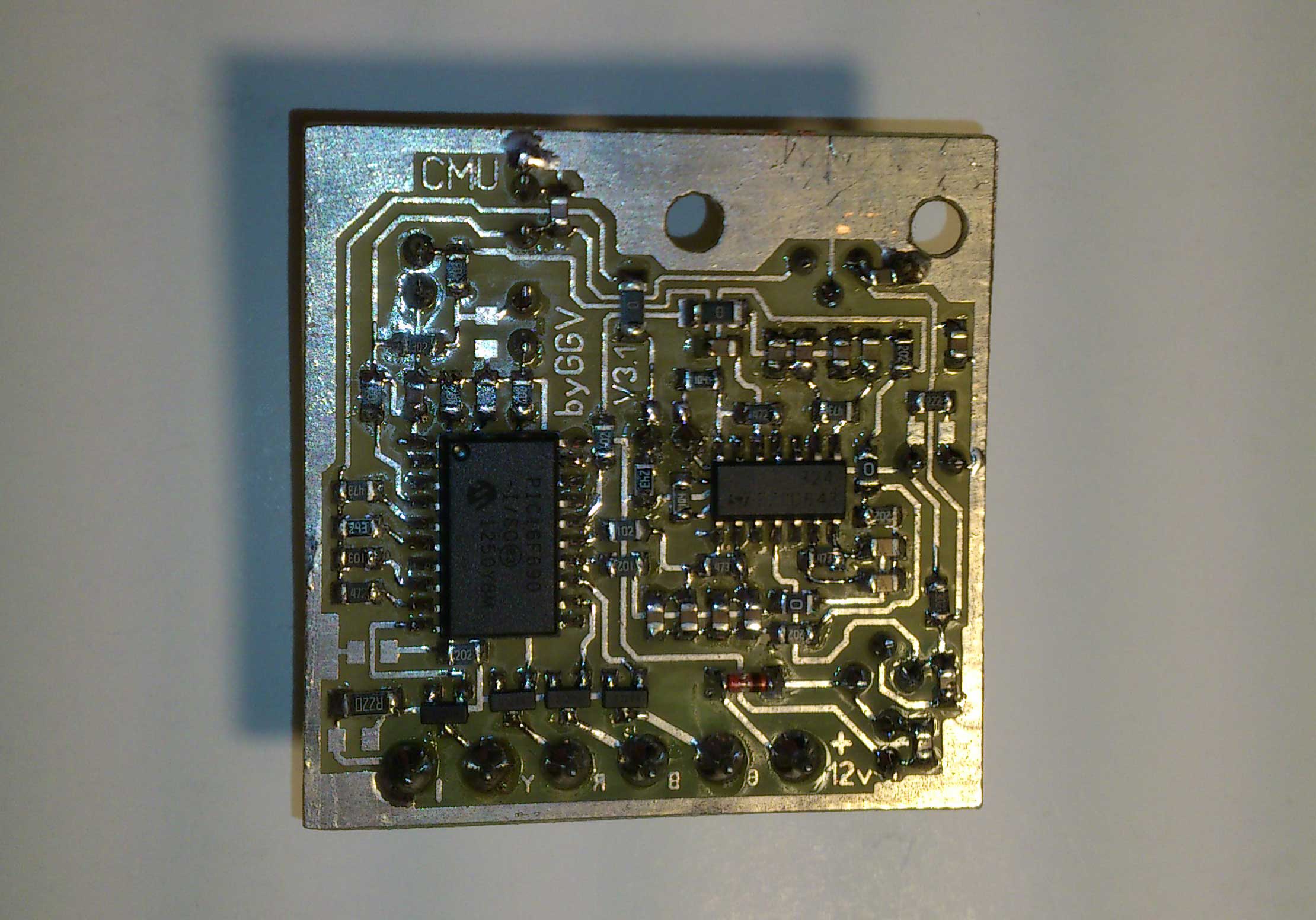
Разводка печатной платы:
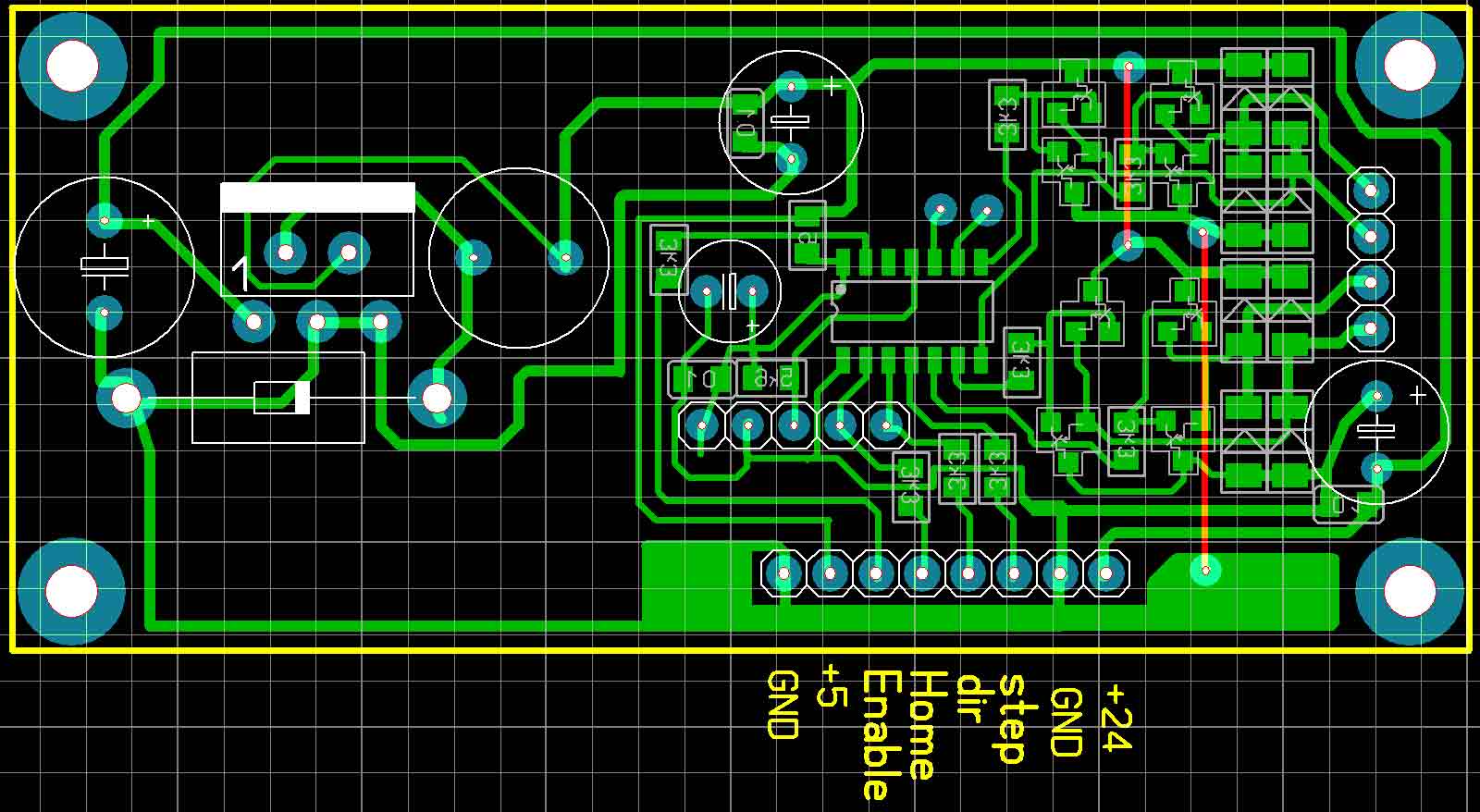
Поскольку в процессе изготовления желания росли, на этой же плате навесным монтажом добавлена схема управления реле.
Одно реле включает / выключает питание компрессора, второе и есть собственно пневмо реле.
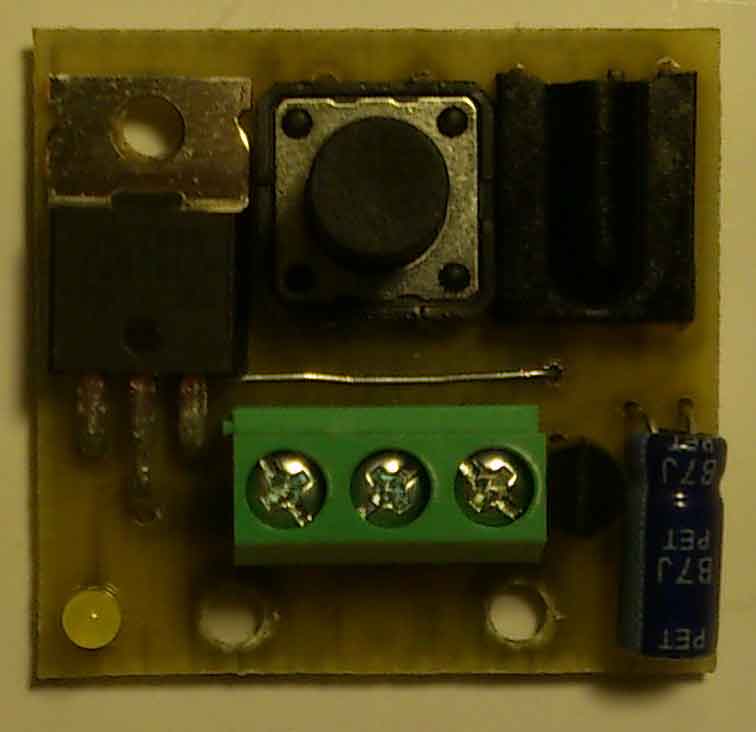
Схема управления реле
В итоге получилась такая плата:
Для удобства обслуживания электроники и легкости доработки все плыты подключаются на разъемах.
То есть вся электроника состоит из отдельных плат и жгутов проводов, легко разбирается и собирается.
Прошивка контроллера.
Предыдущая версия узла поворота деталей и захвата электромагнитом выглядела так:
В качестве электромагнита была использована катушка реле. Дополнительно был сделан магнитопровод для захвата детали. Нормально не заработало, детали отпадали, часто брались за один край.
В итоге этот узел был переделан под пневмозахват.
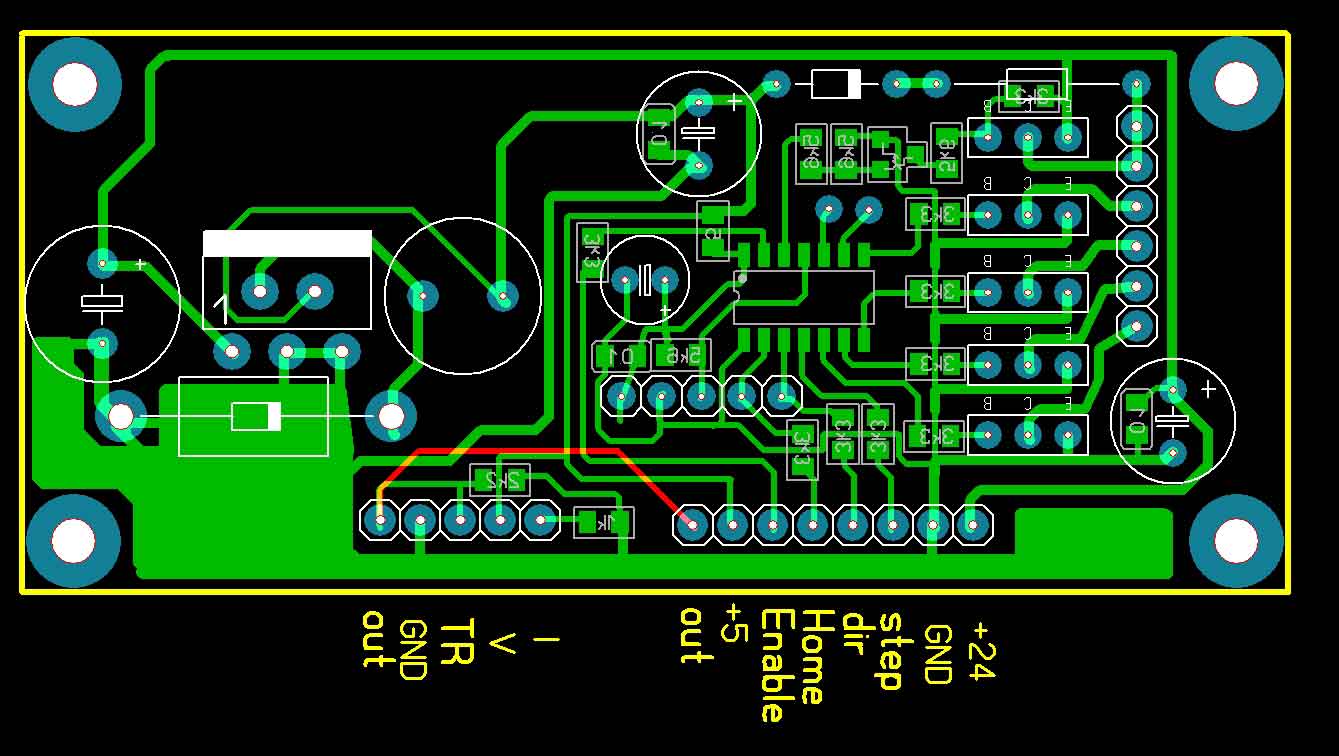
Схема контроллера оси Y
Выполнена на специализированных микросхемах L297/L298.
Они обеспечивают управление двигателем от команд STEP/DIR и стабилизацию тока двигателя во всех режимах (ШИМ).
Отличие от стандартного включения - режим удержания с пониженным энергопотреблением.
Информации по этим микросхемам достаточно , разобраться не сложно. Если собрано без ошибок - работает
Собственно схема :
И разводка платы:
Регулировка заключается в установке тока для данного двигателя.
Схема контроллера оси X
Основа - привод каретки принтера EPSON FX-800
Добавлен оптический датчик начального положения, синхронизируемый с нулевой фазой шагового двигателя.
В качестве ключевых транзисторов обмоток были применены транзисторы с платы принтера.
Собственно схема :
И разводка платы:
Прошивка контроллера.
PS.
Пока описываем то что есть , обновил основновной стол станка.
Присбособил для качественного обслуживания бобин с деталями позади станка. Позже выложу фото и возможно видео.
С новым софтом перезагрузки деталей только по окончанию в кассетнице и даже в процессе работы.
Прошивка контроллера.
Снимки экрана программы управления
Сделал печку для пайки.
Более подробное описание позже.
Пока фото самой печки с контроллером

Термопрофиль, снятый при реальной пайке
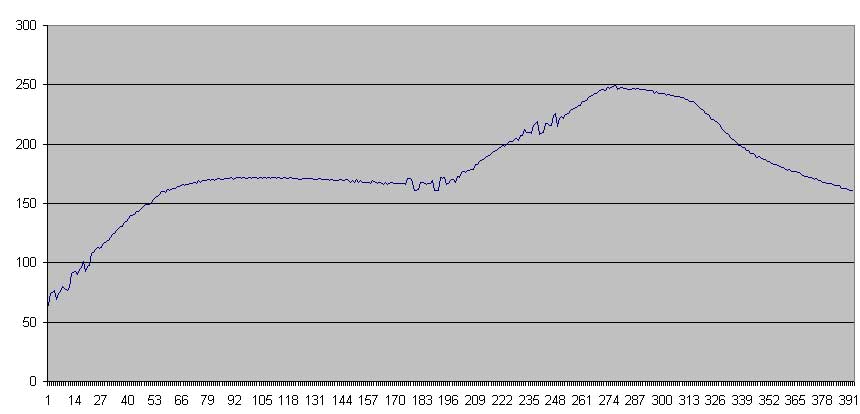
Время в скундах, темпреатура в градусах. Шум на диаграмме - наводки на термопару (К-тип).
Вылечилось блокировочным конденсатором.
Основа - советский утюг с ТЕНом, PID регулятор с симистором, софт для выдержки термопрофиля.
Вообще работает автономно, но есть COM-порт для загрузки термопрофиля и и снятия реального термопрофиля во времени.(Экспорт в CSV)
Основные параметры термопрофиля можно задать с клавиатуры (кроме коэффициентов PID).
Видео полного техпроцесса нанесения пасты, расстановки, пайки
Смотрим
Разводка всех плат приводов
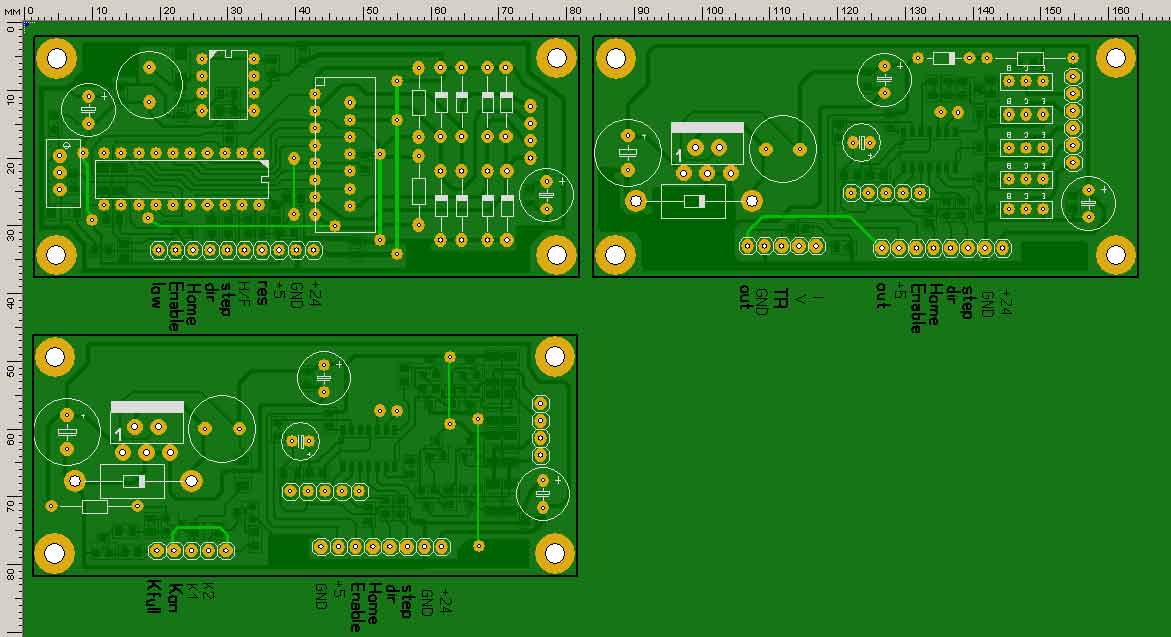
Скачать в формате *.Lay
Продолжение Вторая часть.
ПО распространяется под лицензией Shareware. Вы можете скачать с сайта схемы, инструкции, прошивки бесплатно.
Обсудить на форуме
Купить